Solutions for white spots/pits on casting surfaces
As requirements for casting materials, dimensional accuracy, and surface finish continue to increase, the foundry industry is facing new challenges. In recent years, foundry engineers have observed the formation of a distinctive “white spot” defect on the surfaces of heavy-section ductile iron castings.
This defect is typically characterized by a pitted casting surface covered by a white coating layer (Figures 1 and 2). Although the coating can often be removed by shot blasting, white residues may remain on irregular surfaces, and graphite degeneration is frequently observed beneath the affected areas.
Detailed descriptions of this defect pattern and the latest technical findings can be found in relevant literature references [1–4].

Figure 1: White Spot Defect

Figure 2: Surface Pitting
Characteristics of the Defect
The defect is most commonly found in castings produced using furan resin molding systems and other self-hardening molding processes such as acid-cured phenolic resin systems. Reclaimed furan resin sand is considered one of the most significant contributing factors.
Most defects occur in areas subjected to high thermal stress, such as corners and hot spots. The defect typically originates in these regions and gradually spreads to surrounding areas.
Examination of the graphite structure beneath the defect reveals partial graphite degeneration, which can reduce the mechanical strength of the material.

Figure 3: Graphite Degeneration Near the Casting Surface
Economic Impact
These defects increase manufacturing costs through:
- Additional rework and finishing operations
- Increased wall thickness requirements
- Additional inspection and quality control procedures
- Potential casting rejection in severe cases
Before ultrasonic testing can be performed, affected areas usually require extensive machining and surface preparation. In extreme cases, severe surface roughness can render castings completely unusable.
Conventional Corrective Measures
According to previous studies, the following corrective actions have been recommended:
- Reduce pouring temperature
- Increase the proportion of new sand
- Monitor reclaimed sand properties, including:
- Loss on ignition (LOI)
- Electrical conductivity
- Nitrogen content
- Sulfur content
- Potential phenolic residue content
- Improve mold permeability
- Reduce the amount of curing agent used in furan resin systems
- Minimize oxidation of molten iron
- Inspect metallic additives carefully
However, many foundries find these measures difficult to implement consistently, while some customers cannot fully meet all process requirements.
Need for a Practical Solution
The industry requires a sustainable solution that can:
- Maintain the use of economical reclaimed molding materials
- Produce castings with smooth, defect-free surfaces
- Preserve existing furan resin processes without changing binders
- Prevent pitting and white spot formation, especially in critical casting areas
To achieve this goal, a dedicated working group was established with the following objectives:
- Develop suitable alloy additives for production use
- Avoid unsuitable new sand sources
- Retain the existing furan resin binder system
The team, consisting of chemical researchers, technical specialists, and foundry industry partners, carried out extensive development and testing programs. These efforts ultimately led to the creation of an innovative impregnation coating system.
Industrial Trial and Implementation
Based on information provided by foundries, the defect appeared intermittently, making it necessary to identify a casting where the problem could be reproduced consistently.
At Kolbus Foundry in Rahden, Germany, defects were repeatedly observed on a rotary table casting (Figure 4), making it an ideal test component.
Rotary Table Casting Specifications
- Material: GJS 400-15
- Net weight: 1,625 kg
- Mold material: Reclaimed furan resin bonded sand
- Curing time: 24 hours

Figure 4: Rotary Table Casting (Kolbus Foundry, Rahden)
Experimental Setup
Three different test areas were prepared on the cope mold (upper mold half), as shown in Figure 5.
Position 1
Standard sand mixture
- 10% new sand
- 0.80% resin
- 0.23% additive
Treatment:
- Impregnation: Durosol 9125 W20
- Flow coating: Arkofluid 7879
Position 2
Modified sand mixture
- 25% new sand
- 1.00% resin
- 0.50% additive
Treatment:
- Impregnation: Arkofluid 7232
- Flow coating: Arkofluid 7879
Position 3 (Reference Area)
Standard sand mixture
Treatment:
- Impregnation: Arkofluid 7232
- Flow coating: Arkofluid 7879

Figure 5: Test Layout on the Cope Mold

Figure 6.1: Casting Results – Position 1

Figure 6.2: Casting Results – Position 2

Figure 6.3: Casting Results – Position 3
Test Results
The casting results were highly consistent.
The area treated with the newly developed impregnation coating (Position 1) produced a significantly smoother and cleaner surface compared with the reference area (Position 3).
In contrast, simply increasing the proportion of new sand (Position 2) did not produce a noticeable improvement in surface quality.
These findings provided critical guidance for the development of the Durosol 9125 W20 coating system.
The positive results achieved with Durosol 9125 W20 were subsequently confirmed by additional foundry partners and through further casting trials (Figures 7 and 8).

Figure 7: Casting Trial Results on a Flat Surface
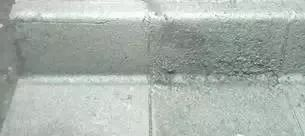
Figure 8: Comparison of Coatings
- Left: Durosol 9125 W20 coating
- Right: Conventional coating
Conclusion and Future Development
The newly developed impregnation coating was designed to work within existing foundry production systems, including current binder technologies, reclaimed sand practices, and casting materials.
The coating has been successfully applied in defect-prone areas and has demonstrated the ability to completely eliminate white spot defects on all tested castings. Equally important, it significantly reduces the amount of post-casting finishing and rework required.
The coating has already been successfully applied to castings weighing up to 20 tons for wind turbine applications.
Future validation programs will focus on heavy-duty and thick-section castings to further confirm its effectiveness across a broader range of applications.
Based on current testing and industrial results, the development team is highly confident that this technology provides an effective and practical solution for eliminating white spot surface defects in ductile iron castings.